- Опубликовано в Статьи
- размер шрифта уменьшить размер шрифта увеличить размер шрифта
- Печать
- Эл. почта
Автоматизированная система ультразвукового контроля продольного сварного шва труб САУЗК “Унискан-ЛуЧ ПШ-10”
С начала взаимного сотрудничества УкрНИИНК и Харцизского трубного завода прошло более 2-х лет, на протяжении которых происходило стремительное развитие отношений между разработчиками средств НК и одним из крупнейших на постсоветском пространстве производителем трубной продукции.
Рабочий опыт нашего института на базе ХТЗ начинался с внедрения ультразвуковых ПЭП для ручного контроля и автоматизированных систем, уже установленных в технологических линиях завода, затем в службы НК завода были поставлены ручные дефектоскопы УД2-70 и УД3-71, которые служат для проведения подтверждающего контроля на постах автоматизированного контроля сварного шва. В 2007 году в сдаточной технологической линии ТЭСЦ №2 ОАО «ХТЗ» была смонтирована и успешно введена в эксплуатацию система автоматизированного ультразвукового контроля концевых участков труб производства ЧАО УкрНИИНК. И, в довершение 2-х летнего сотрудничества "ОАО" ХТЗ обратилось в наш институт по вопросу разработки и внедрения очень важного для заводской технологии оборудования – систем контроля качества продольного сварного шва производимых труб. На существующих линиях уже имелось аналогичное оборудование таких известных производителей средств НК, как Крауткремер, Карлдойч. Но, тем не менее, руководство завода склонилось к заказу нового оборудования именно в нашем НИИ.
Разрабатываемая система автоматизированного ультразвукового контроля продольных сварных швов труб диаметром от 406 до 1422 мм с толщиной стенки от 6,3 до 40,7 мм на базе многоканального ультразвукового дефектоскопа «Унискан-ЛуЧ» - САУЗК «Унискан-ЛуЧ ПШ-10» осуществляет ультразвуковой контроль продольных сварных швов труб на наличие внутренних дефектов типа шлаковых включений, пор, поперечно и продольно-ориентированных трещин по всей длине шва за исключением мертвых зон на концах трубы не более 180 мм. Система обеспечивает измерение глубины залегания и продольных координат выявленных дефектов, оценку условной протяженности выявленных дефектов в сварном шве трубы по уровню 0,5 от максимальной амплитуды эхо-сигнала.

Рис.1. Внешний вид механической части системы
Система представляет собой отдельный самостоятельный пост ультразвукового контроля, встраиваемый в технологическую линию производства труб на производственных площадях ТЭСЦ №2 ОАО «ХТЗ».
Три аналогичных автоматизированных системы будут смонтированы в первом квартале 2008 г. в технологические линии ОАО «Харцизский трубный завод».
Система обеспечивает выявление дефектов находящихся в теле сварного шва трубы и эквивалентных по своей отражающей способности стандартным отражателям типа:
- сквозного сверления диаметром 1.6 мм в центральной линии и по обе стороны от шва;
- пазов N5 в основном материале, параллельных шву на обеих сторонах у края шва на внешней и внутренней стенке трубы;
- пазов N5 в шве, центрированных и находящихся поперечно шву на внешней и внутренней стенке трубы;
Система обеспечивает измерение глубины залегания и продольных координат выявленных дефектов, оценку условной протяженности и площади выявленных дефектов в сварном шве трубы по уровню 0,5 от максимальной амплитуды эхо-сигнала. Точность определения глубины залегания дефектов - не более ± 8 мм; Точность определения координаты расположения дефектов вдоль образующей трубы не более ± 15 мм. Ультразвуковое прозвучивание контролируемых зон трубы производится по двум К-схемам с помощью комплекта специализированных ультразвуковых наклонных преобразователей (ПЭП) в направлении, определяемом углом ввода УЗ ПЭП. Контроль сварных швов труб на наличие дефектов производится наклонными совмещенными ПЭП с углом ввода 50 и 65° и номинальной частотой 2,5 МГц. Потенциально Система имеет возможность подключения ПЭП с рабочими частотами от 1 до 10 МГц.

Рис.2. УЗ сканер в процессе сканирования
Система обеспечивает выполнение следующих функций:
- запись, хранение результатов и on-line отображение (в виде дефектограммы) информации о процессе контроля (вид протокола контроля согласовывается с Заказчиком на стадии рабочего проектирования);
- выдачу результатов контроля (протокола контроля) на электронном и бумажном носителе;
- выдачу светового и звукового сигналов о наличии дефектов;
- нанесение отметок краской на участки трубы, определяющие местоположение дефектов;
- передачу в систему АСУ ТП цеха информации о результатах контроля.
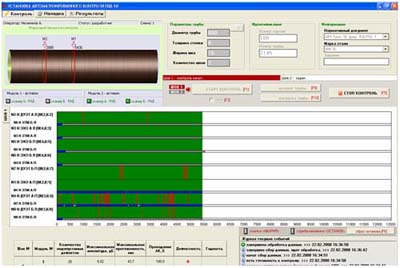
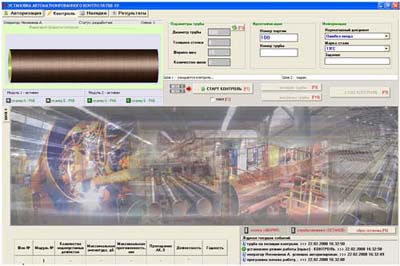
Рис.3 Интерфейс программы контроля
Итак, в заключение хотелось бы еще раз обратить внимание на основные технические характеристики Системы:
- проведение ультразвукового контроля продольных сварных швов труб диаметром от 406 до 1422 мм, с толщиной стенки от 6,3 до 40,7 мм.
- типы выявляемых дефектов: согласно API SPEC 5L;
- количество ультразвуковых каналов – 8 (в одном модуле);
- рабочие частоты ультразвуковых ПЭП – 2.5 МГц;
- углы ввода УЗК – 50°, 65°.
- индивидуальное отслеживание акустического контакта каждого ПЭП;
- маркировка продольной координаты дефектного участка, а также факта контроля трубы;
- система автоматической сигнализации дефектов (АСД);
- время контроля бездефектной трубы без учета времени загрузки-выгрузки на позицию контроля - не превышает 2,5 минут;
- 100% документирование результатов контроля.